1. 本レポートの背景
技術コンサルタントとして広く情報を集めている中で、中小企業の独自技術に触れたり、ご紹介を受けることがあります。
特に最近の傾向として、自社出願特許を核にした戦略が目につくように感じています。
ここでは特許戦略に取り組む企業とその特許の概要をご紹介します。(一部、特許申請中技術を含む)
なお、月刊「プラスチックス」誌23年7月号(p39-45)に、これらのレポートをまとめ、より詳しく掲載いたしましたので、併せてご参照ください。
最新情報はメルマガで。
メルマガ 配信登録は こちらから
各セミナ―で より詳しく講演します。ぜひご聴講ください。
↓↓ クリック ↓↓
近日開催のセミナー&オンデマンドセミナー 「次世代モビリティ関連」
2. 中小企業のオリジナル特許技術 ご紹介②
株式会社道志化学工業所 代表取締役の水越彦衛様からのご紹介に関してレポートします。
特許技術;煙が出るガス抜き成形技術
(1)株式会社道志化学工業所、はじめに
当社は月産約1,500万個のプラスチック部品を生産する成形メーカーであり、その9割以上はカメラによる検査を行って出荷している。プラスチック射出成形では,ガス化した樹脂成分等が金型に付着し、成形を繰り返すと金型に堆積する。ガス汚れと呼ばれるこの堆積物が成形品側に付着すると,外観不良の原因となる。このガス汚れの対策として金型にガスベントと呼ばれるガスを排出するスリットを設けることが行われるが、スリット幅は0.05mm程度であるため、徐々に目詰まりを起こしてしまう。その対策として、射出成形機のエジェクタピンを利用した新たな特許技術「煙が出るガス抜き成形」を考案したので紹介する。
(2)特許技術概要
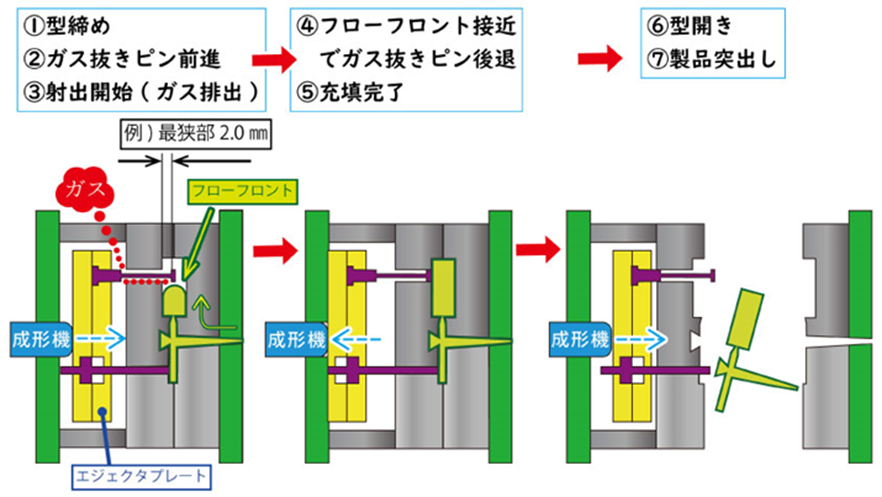
エジェクタピンは、射出成形後に成形品を金型から取り出す際に前進させるのが通常の動作である。一方、「煙が出るガス抜き成形」では、エジェクタピンにスリットを入れ、射出・充填時に樹脂が到達する直前までエジェクタピンを前進させることにより、スリットからガスを排出する新技術である。このスリットを有するガス抜きピンはエジェクタプレートに取り付けられ、金型が閉じた状態で前進させることで、金型内に大きなガス抜き開口部を形成する。射出された樹脂が到達する直前までガス抜き穴を開口することで、スリットからガスを抜き、フローフロントの接近に合わせて閉塞するように制御する工法である。
煙が出るガス抜き成形 動作概要を図で示す。
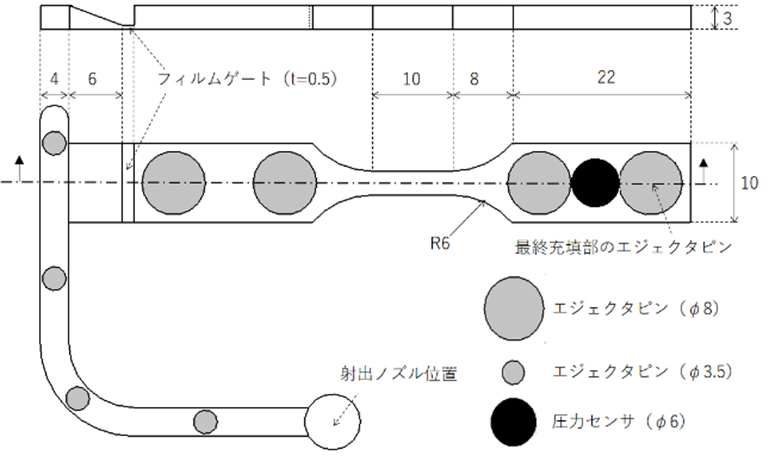
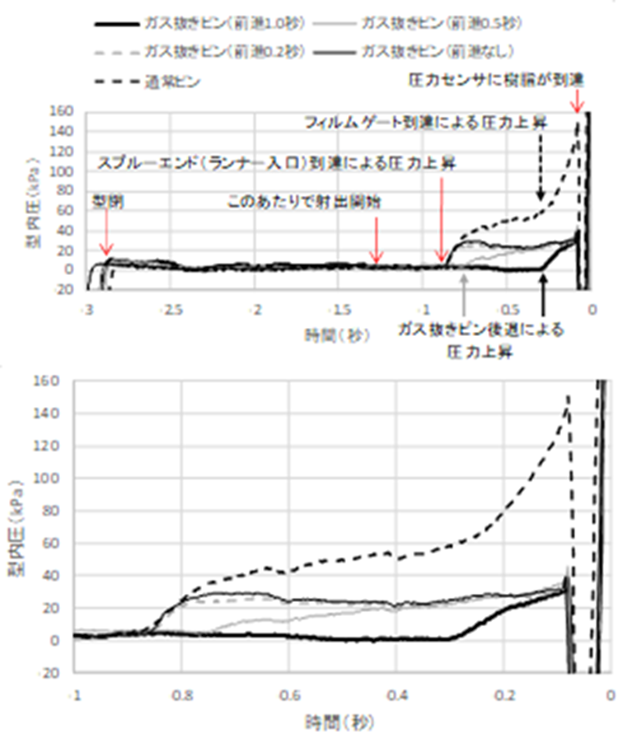
実機にて、ガス抜きピンから煙を出しながらガスが排出される様子が確認できたので、山梨県産業技術センターと共に型内に圧力センサを組み込んだ金型を試作し、型内圧の検証を行った。図の位置に圧力センサを設置し、最終充填部のエジェクタピンをガス抜きピンに交換して比較した。
グラフのように通常ピンによる通常成形では、型内圧は約160kPaであったが、ガス抜きピンに交換して、樹脂が到達する直前までエジェクタプレートを前進させたところ、ガス抜きピンからガスが排出され、型内圧は約37kPaまで低減した。また実際の成形現場では、通常のエジェクタピンからガス抜きピンに交換するだけで前進させないという使用方法も行われている。この場合においても型内圧は約45 kPaまで低減できたため、ガス抜きピン単体の排出性能も証明することができた。
募集!!
ご紹介特許技術
この欄でご紹介できる中小企業のオリジナル特許技術がありましたら、本サイトの「お問合せ」からご連絡ください。自薦他薦を問いません。もちろん掲載は無料です。
また、いくつかご紹介技術が集まりましたら、月刊「プラスチックス」誌の【解説】として掲載します。
<お問合せはこちらから>
個別のコンサルティングサービスでは更なる詳細や今後の方向性などを解説いたします。
費用や内容などはお気軽にお問合せください。