技術

トヨタ生産方式の秘密が明らかに!
少しだけ、煽ったタイトルにしてみました(汗、、、笑い) トヨタ自動車に在籍していた立場上、退職時の守秘義務に抵触しない内容でも、どこまでご紹介できるか、常に悩ましいところです。そんな時は、いろいろと検索して、公開情報とな […]
ヒケ不良と対策(3)
冷却固化の際の体積収縮分を補うために樹脂を供給し続ける必要があります。このための樹脂補給流路を確保し続けることが重要です。 部品設計の際、基本的には、流動端末となる樹脂の最終充填部位からゲートに向かって徐々に板厚が厚くな […]
ヒケ不良と対策(2)
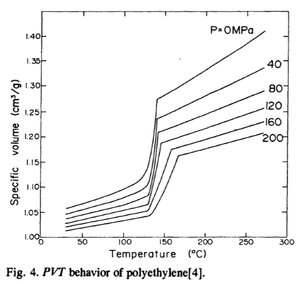
前回、PVT特性のグラフをご紹介しました。これを活用しながら、体積変化挙動を考察します。下図は、前回の図に、私が(赤色部分を)加筆しております。 代表的な成形条件は、 PSの場合、樹脂温度200℃、射出圧力80MPa […]
ヒケ不良と対策(1)
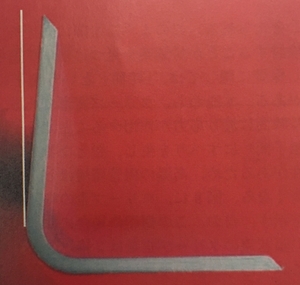
反り変形とともに、成形品品質で悩ましいのがヒケです。特に意匠部品の場合、対策に苦労します。 自動車のバンパー、正確には、バンパーカバー、すなわち、 衝撃吸収能力は持ち合わせておらずに、単なる表面のカバーで意匠品となる […]
反り変形の対策(3) データの取得その2
前回は、反り変形のデータ計測として成形開始事前での特徴把握に関してご説明しました。ここで特徴が見つかると比較的原因究明が楽になります。そうではないケース、すなわち成形したものすべてで変形が認められる場合、あるいは突発的に […]
反り変形の対策(2) データの取得 成形開始時
変形量の定義ができましたので、実際の反り量のデータを取得します。 日々の製造の際のデータを取得します。その方法をご説明しましょう。 まずは、生産開始から連続で計測します。その日の生産開始から、あるいは金型交換し生産再開か […]
反り変形の対策(1) 変形量の計測
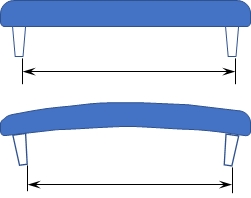
対策の入り口は反り変形状況の定義です。問題状況から、それに見合った定量的変形量定義を考えます。 (1)反り変形で組み立てができない場合組み立てを阻害している部位の変形量を計測します。図のように、ボス位置がずれているなら、 […]

カイゼン活動の主役は誰?
あなたが製造を担当している工程でカイゼン活動が始まりました。カイゼンのプロと言われる人たちがライン側に来て、何やら調査を始めました。 あなたはどう感じますか? 落ち着かないですね、場合によっては不安を通り越して反発も感じ […]
トヨタ生産方式の導入はなぜ難しい?
トヨタ生産方式(TPS=Toyota Production Sysytem) は実によく話題になります。 しかし、いざ導入しようと思うとかなりハードルが高いものです。実は、トヨタ時代は、TPSをあまり意識しませんでした。 […]