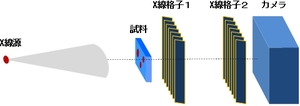
ーフィルムやシートの押出成形での重要管理ポイントー
樹脂押出のスリット部のひずみと温度を同時に詳細分布計測 成形中の連続計測も可能
光ファイバ計測法を適用しました。 この計測技術は連続で解説しています。こちらから参照ください。
「プラスチックス」7月号の記事 からのご紹介です。
記事は
■短期連載
○成形加工のDX試行 前編
/技術オフィスTech-T/高原忠良/(株)富士テクニカルリサーチ/名取 孝・大友一之・永洞和宏/(株)プラスチック工学研究所/辰巳昌典・鬼防 崇
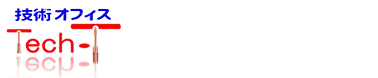
Tダイ幅全域での計測が可能 しかも、1秒置きに成形中の継続モニタリングもできる!
図の左は、Tダイへの光ファイバの取り付け状況です。樹脂が押し出されるスリット部の両サイドに取り付けました。(図はその片側を示す)
ひずみ計測用の貼り方と、温度計測用の貼り方で2本を平行に取り付けたので、温度とひずみの同時計測も可能となっています。
Tダイの幅、600mmに対して、たとえば、1mmごとの出力も可能ですから、600点での分布計測となります。
図の右側は、樹脂押出直前と、安定押出状態の温度・ひずみの分布状況の比較です。
この計測は、株式会社プラスチック工学研究所様との共同実験です。
テストラボの実験機ということで、Tダイ先端付近は極めて高品位に研磨処理されていました。このため実験後半で光ファイバの一部がはがれるというトラブルが発生しました。通常の金属加工面であれば剥離は発生しません。念のために紙やすりで面を荒らしてからの接着がお勧めです。なお、これは、ひずみゲージの貼付け方と全く同じ対応です。
詳細は、ぜひ記事をお読みください・
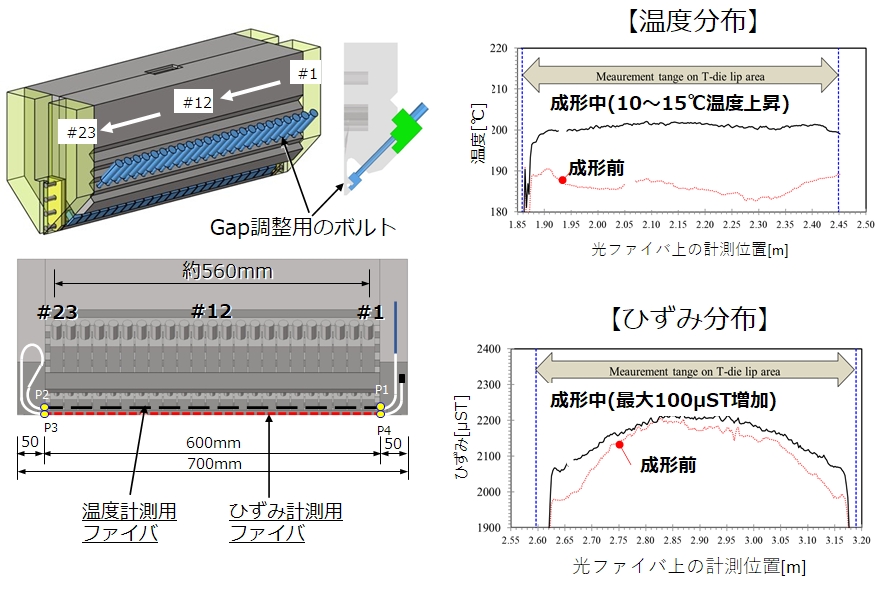
光ファイバ計測システム FBI-gauge
(株)富士テクニカルリサーチのFBI-gauge
機器の詳細は以下のリンクからどうぞ。
FBI-Gauge | 株式会社富士テクニカルリサーチ (ftr.co.jp)